電除塵器陽極振打裝置檢修
時間:2021-04-23 作者:admin 點擊:619
電除塵器陽極振打裝置檢修
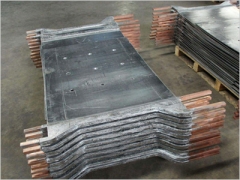
電場內部振打裝置檢查1.結合陽極板積灰檢查,找出振打不力的電場與陽極板排,做重點檢查處理。
2.檢查工作狀態下的承擊砧頭原地打中心偏差,承擊砧頭磨損情況,檢查承擊砧與錘頭是否松動、脫落或破裂,螺栓是否松動或脫落,焊接部位是否脫焊,并進行調整及加強處理。位置調整應在陽極板排及傳動裝置檢修后,統一進行調整。當整個振打系統者呈現嚴重的徑向偏差時,應調整塵中軸承的高度,必要時亦同時改變振動電機與減速機的安裝高度。振打系統在工作狀態下錘和砧板間的接觸位置水平偏差為±2mm,前后偏差為0-10mm,豎直方向錘頭低于承擊砧接觸位置水平線5mm,不傾斜接觸,錘和承擊砧線接觸長度大與錘頭厚度的2/3,錘頭轉動靈活,無卡澀、碰撞破損,的錘與砧予以更換。錘與撓臂轉動靈活,并且轉過監界點后能自動落下。
3.振打軸檢查:盤動或開啟振打系統檢查各軸是否有彎曲、偏斜超標引起的軸跳動、卡澀,超標時做調整。當軸下沉但軸承磨損、同軸度公差、軸彎曲度均未超標時可通過加厚軸承座底腳墊片加以補償。對同一傳動軸的各軸承座必須校水平和中心,傳動軸中心線高度必須是振打位置的中心線,超標時要調整。同軸度在相鄰兩軸承座之間公差為1mm,在軸全長為3mm,補償墊片張數不宜超過3張。
振打聯接部位檢修:檢查萬向節法蘭、連接螺栓與彈簧墊圈是否齊全,有無松動、跌落、斷裂,并予更換補齊,松動的應擰緊后予以止退補焊;檢查并更換有裂紋和局部斷裂點的萬向節;檢查被動連桿與銅軸套間是否銹住卡澀,對卡澀部位作調整或解體檢修,檢查方法為卸下振打保險片盤動減速機構,觀察振打軸是否一起旋轉;更換陳舊損傷的振打保險片(銷),注意規格要符合制造廠規定要求,陰、陽極振打保險片不要搞混。